330 Stainless Steel Machinability

Stainless And Electrical Steels Machinability Rating Alloy Steel
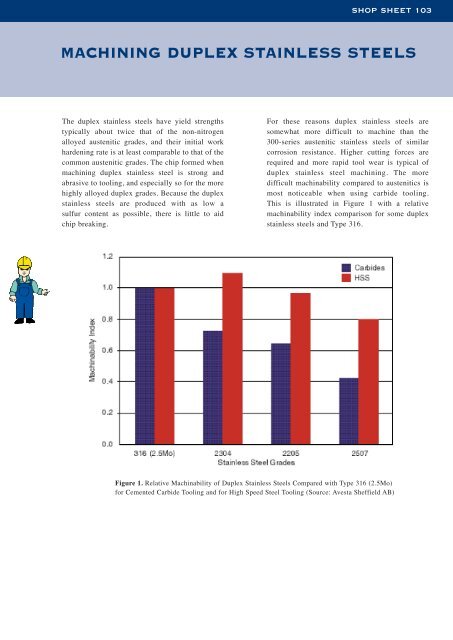
103 Machining Duplex Stainless Steels Imoa
Https Www Sasft Org Media Files Autosteel Great Designs In Steel Gdis 2013 Bar Fatigue And Machinability The Road Ahead Ashx

Ss321 Aisi 321 Stainless Steel Properties Tp321 321h Composition Machinability The World Material
Speeds And Feeds

Steel Cnc Machining Stainless Steel Parts And Components

Hot working of grade 330 stainless steel can be performed at 1149 to 1177 c 2100 to 2150 f.
330 stainless steel machinability. 418 greek ascoloy approximate surf. This alloy also possesses great resistance to stress corrosion cracking and sigma phase formation. Rigid mounts sulfurized lubricants positive feeds and slow speeds are recommended for machining grade 330 stainless steel. In the annealed condition it has.
The more difficult machinability compared to austenitics is most noticeable when using carbide tooling. This is illustrated in figure 1with a relative machinability index comparison for some duplex stainless steels and type 316. Incoloy alloy 330 alloy 330 uns n08330 specifications. The american iron and steel institute aisi determined the machinability ratings for a wide variety of materials.
Stainless steel 330 chemical analysis c carbon 0 08max3 mn manganese 2 00 max p phosphorus 0 030 max s sulfur 0 030 max si silicon 1 00 1 50 cr chromium 18 00 20 00 ni nickel 34 0. Note the higher machinability rating of the lean duplex stainless steel s32101 compared. When required the suggested full. Forming at room temperature is suggested whenever possible.
330 347 403 410 416 ann 416 h t. Hot working of grade 330 stainless steel can be performed at 1149 to 1177 c 2100 to 2150 f. It is often used in. This grade is comprised of approximately 36 nickel giving it excellent high temperature oxidation resistance up to 2200 o f.
Ra330 is worked by forming and machining procedures similar to those used with the austenitic stainless steels or nickel chromium alloys. The aisi then arbitrarily assigned 160 brinell b 1112 steel a machinability rating of 100. Rigid mounts sulfurized lubricants positive feeds and slow speeds are recommended for machining grade 330 stainless steel. Grade 330 stainless steel can be welded using gaw techniques.
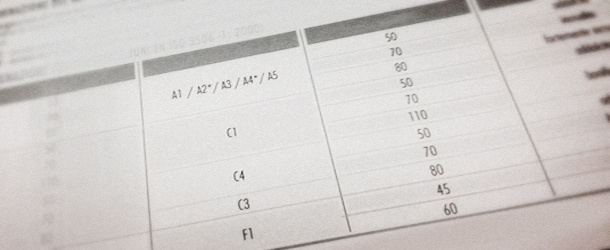
Grade 330 stainless steel. Grade 330 stainless steel can be welded using gaw techniques. 70 55 150 80 70 70 60 60 60 50 60 60 60 45 60 95 95 150 85 96 relative speed based on b 1112 as 100 40 28 75 43 40 40 36 36 22 36 36 36 20 36 54 54 75 50 50 50. Heat treatment is not necessary after most forming or welding operations.

Comparing Popular Steel Grades 303 304 And Type 316 Stainless Steel

Materials Machined Cnc Industries

Alloy 303 Austenitic Stainless Steel Plate Sandmeyer Steel
330 Stainless Steel Sheet Round Bar And Plate

Schmolz Bickenbach Ag Machining Steels
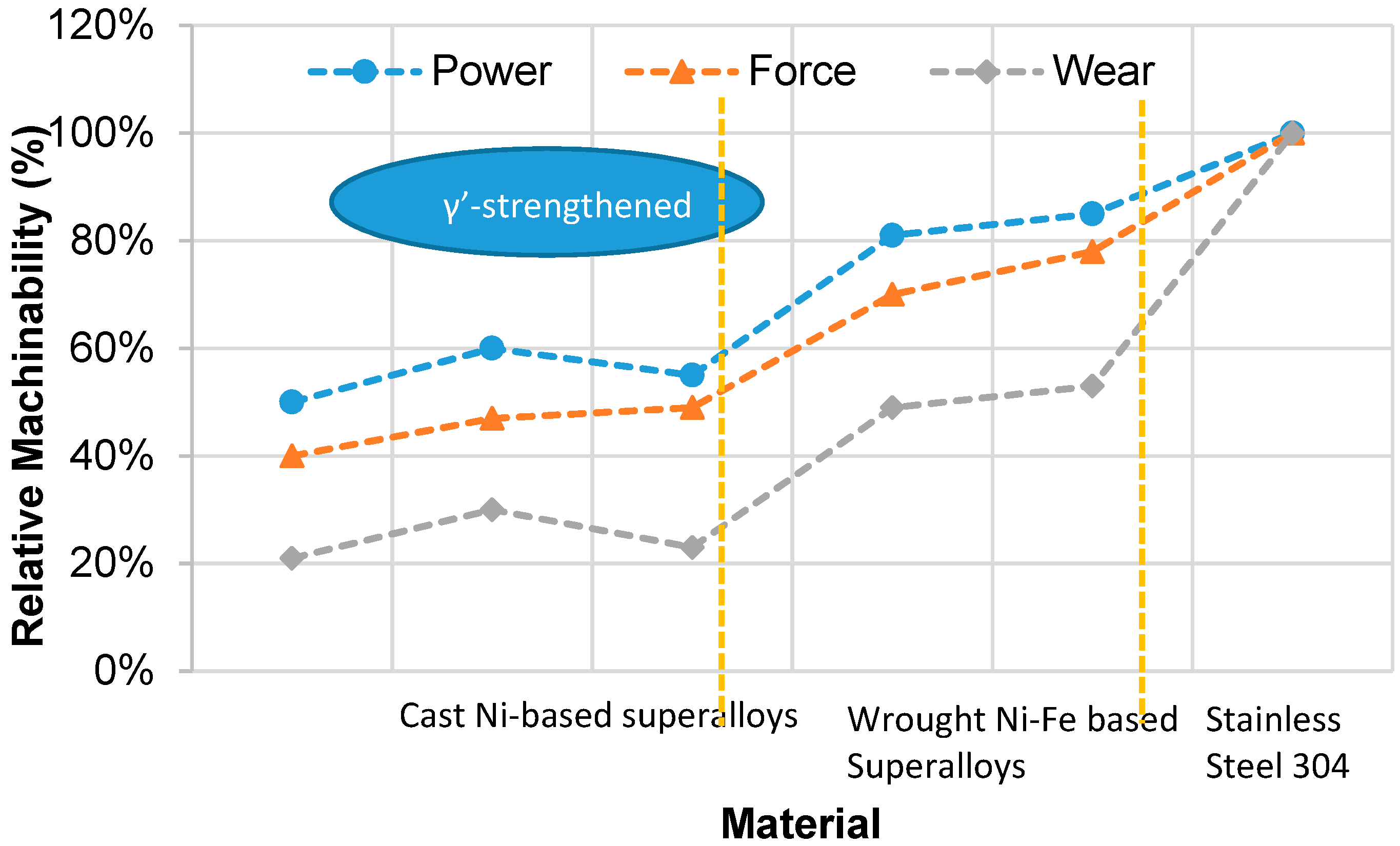
Materials Free Full Text Machinability Of Rene 65 Superalloy Html

Stainless Steel 303 Verses 304 Clinton Aluminum

Effects Of Cutting Parameters On Machinability Characteristics Of Ni Based Superalloys A Review Topic Of Research Paper In Materials Engineering Download Scholarly Article Pdf And Read For Free On Cyberleninka Open Science

Stainless Steel 330 Sheet Plate Suppliers A240 N08330 1 4864

Amazon Com Hitommy 14mm Diameter Stainless Steel Round Bar Rod 125 To 500mm Length 2 Garden Outdoor

Pdf The Effect Of Mechanical Properties And The Cutting Parameters On Machinability Of Aisi 5140 Steel Cooled At High Cooling Rates After Hot Forging Semantic Scholar

Pdf Powder Metallurgy Of Stainless Steel State Of The Art Challenges And Development

Training Ssina
Compositional And Property Linkages In The Family Of Austenitic Download Scientific Diagram

Ugima 4307 Hm Ugima 304l Xl Ugitech

Pdf Performance Comparison Of Vegetable Oil Based Nanofluids Towards Machinability Improvement In Hard Turning Of Hsla Steel Using Minimum Quantity Lubrication

Aisi 304 Vs 304l Stainless Steel Properties Uns S30403 Difference Between 304 And 304l Ss304l The World Material

Microstructure Of The Aisi 4340 Steel A Nonheat Treated And B Heat Download Scientific Diagram
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrrbyxdzhntcg793xqrvufzhp0wfjra2un G Sgyj7crrgiskxx Usqp Cau

Machinability Comparison Chart Provides Percentage Scale Of Machinability Of Various Metals Indexed On 1212 Carbon Steel C Tool Steel Carbon Steel It Cast
Https Www Chemtool Com Media Chemtool Tds 2547200000 Ct 8052 Hs Tds Pdf
Pdf Machinability Of A New Group Of Lead Free Brass Alloys Developed For Fittings And Faucets

Machinability Of High Speed Enamel Cutting With Carbide Bur Sciencedirect

Pdf Solutions Manual 21 30 Ryu Watanabe Academia Edu

Sem Of The Pcbn Tool Grade Bn 100 Used To Machine Modified Aisi 420 Download Scientific Diagram
Standards And Tables

Workpiece Materials
300 Series Penn Stainless
Gale Academic Onefile Document Dry Turning Of X2crni18 09 Using Coated Carbide Tools Modelling And Optimization Of Multiple Performance Characteristics
Incoloy 330 Plates Alloy Ra 330 Sheets Inconel 330 Coils Supplier

303 Vs 304 Stainless Steel What S The Difference Atlantic Stainless

416 Stainless Steel Round Bar Flat Bar And Square Bar

Best Aluminum Alloys For Machining Clinton Aluminum

Sae Aisi 4340 Steel Properties Heat Treatment Equivalent Hardness Chart Density Machinability The World Material
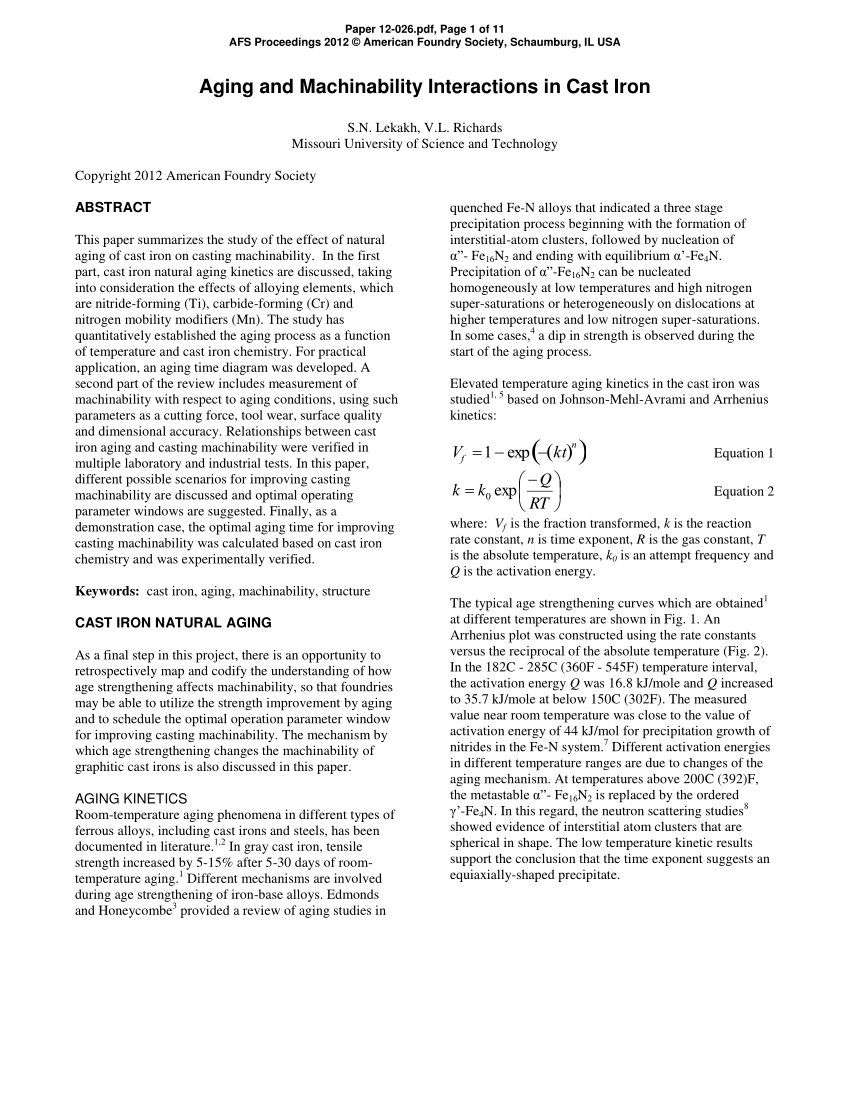
Pdf Cast Iron Mach Inability The Effect Of Aging On Material Properties Determines The Optimal Machining Time

Pin On Biz
Machinability And Machining Of Titanium Alloys A Review Springerlink

Stainless Steel Plates Steel Plate Wholesale Trader From Mumbai

The Online Metals Product Guide Onlinemetals Com

330 Stainless Steel Wire Cloth Perforated Expanded Metal Bar Grating Marco Specialty Steel
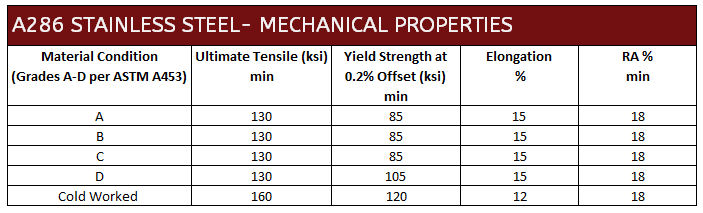
A286 Bolts A 286

Stainless Steel Castings Badger Alloys

